

私たちのサービスが必要な理由は、プロジェクトが適切に行われ、機能することを確認するための専門知識と経験を持つ、高度な資格を持つ専門家を獲得していることを知っているからです。
先端セラミックスは、材料技術の発展に伴い、優れた性能を有し、航空宇宙、半導体などの分野で幅広く使用されています。しかし、アプリケーションにおける多くのセラミック製品は、電子パッケージング分野などの微多孔処理に関連する傾向があり、チップの伝導およびピン固定パッケージングの要件を満たすために、また素子の高度に集積化および冷却機能の要件を実現するために、セラミックは微多孔性を有する必要がある。基板表面の微多孔性とクラスターアレイのホールパンチングの品質は非常に重要です。
セラミックの穴あけ
しかし、アドバンストセラミックスなどの先端セラミックスの精密加工は常に困難でした。従来の加工方法を採用すると、クラックや再鋳層などの加工欠陥が発生しやすく、さらにはクラックの原因となり、加工の無駄率が高くなります。現在、硬脆性セラミック材料の微細孔加工において、従来の機械加工に代わる新しいタイプの非接触加工技術として「レーザー加工」が近年加工製造業界で研究の注目を集めています。 。
| セラミック材料のその他の一般的な加工方法 | ||
| 加工方法 | 加工原理 | 不利益 |
| 機械加工 | 材料脆性破壊 | 脆くて加工精度が低い |
| 放電加工 | 放電加工 | セラミック材料は抵抗率が高く、融点が高いため、放電加工が難しく、加工効率が低く、環境汚染の原因となります。 |
| 超音波加工 | 振動と研磨ペアが材料の表面に繰り返し衝撃を与え、その結果、材料のマトリックスが砕けて剥離し、除去が実現します。 | 加工速度が遅くなり、工具の摩耗が激しくなる |
レーザードリリングによるセラミック基板加工
1. レーザー穴あけ加工のメリット
レーザー加工は、高硬度、高脆性、高硬度を代表とするセラミックス材料において、高能率、高精度、非接触(つまり工具の摩耗がない)加工特性を備えた新しいタイプの精密加工方法です。融点材料の穴あけ、切断、溶接などの加工技術分野には大きな利点があります。主に次のとおりです。
(1) 加工効率と精度が高く、大規模生産や応用が現実的に可能。
(2) 高エネルギーレーザー光は、パルス時間が短く、瞬間ピークパワーが極めて高く、動作時間が比較的短く、加工範囲が広い。
(3) レーザー加工は工具を材料に直接接触させる必要がないため、表面応力がなく、加工箇所の欠陥が少なく、小型でより困難な精密加工が可能です。
(4) レーザー加工システムは、情報デジタル技術との統合が容易で、光、電気、コンピュータのインテリジェントな統合を実現し、工業化の見通しは良好です。
(5)材料利用率が高く、加工コストを削減
2.レーザー穴あけの原理
セラミックの微細孔をレーザー加工し、孔内の物質を除去するプロセスは、複数の物理場の結合と複数の化学反応の同時操作を含む複雑なプロセスです。具体的には、レーザー加工における材料の除去メカニズムは次のような側面に分けることができます。
01 暖房効果
材料のレーザー除去加工は主に熱効果によって実現され、熱の入力により材料はさまざまな物理的状態を示します。.
レーザーによる材料除去プロセスは 3 つの段階に分かれています。まず、材料にレーザー エネルギーを照射すると、材料が融点まで加熱され、溶融プールが形成されます。したがって、溶融状態の材料は吸収率が高いため、溶融池がさらに深くなり、材料のガス化割合が増加し、強い熱応力場が形成されます。熱応力場の作用により、溶融タンク内の材料はガスの形で飛び出すか、液体の形で飛沫します。次に、レーザーの継続的な作用の下で、微細孔内の材料が常に除去される第 2 段階に入ります。これは、安定した成形段階です。最後に、第 3 段階では、微細孔と微細孔の口に連続的なレーザー エネルギーを照射して多数のプラズマを誘導します。これらのプラズマはレーザーに対して強力なシールド効果を生み出し、一方では穴へのレーザー放射を防ぎます。一方、穴内のガスや液体材料の放出を防ぎます。
02 フォースエフェクト
レーザー除去材料プロセス、材料温度変化による温度場、およびより強い熱応力場を生成します。材料の除去はレーザー材料において重要な役割を果たします。材料の表面で加熱されたガス化により高温高圧が形成されます。蒸気グループ、および溶融池内の溶融材料は反動圧力を生成し、細孔の端に沿って溶融池内の材料を推進します。
03 鍵穴効果
レーザーが材料に作用すると、材料は相変化を起こし、穴の中で蒸発します。反動圧力によって溶けた材料が噴出し、小さな穴ができます。穴内部の力の解析により、穴の形成の前提条件は、穴の底でガス化物質によって発生する圧力が、表面張力、静水圧、および流れ抵抗の合力に等しい必要があるということです。 。
3. レーザーの 4 つのパンチ方法
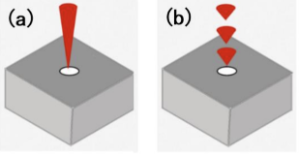
レーザードリリングで一般的に使用される方法は、レーザー軌道走査モードに応じて2種類に分けられます。1つはパンチボーリングです。つまり、パンチ加工中のワークピースとレーザーヘッドの移動により、加工された材料表面の後にレーザーの焦点を見つけ、常に通過します。微多孔性パンチ材料除去のパルスエネルギー、主に単一パルスパンチングとマルチパルスパンチングの 2 つのカテゴリー。
シングルパルスパンチングは、各微細孔が単一パルスで加工されることを意味し、マルチパルスパンチングはパーカッションパンチングとも呼ばれ、各微細孔が複数のパルスを重ね合わせた処理で作られ、各パルスが加工表面の材料の一部を除去することを意味します。 、マイクロホールが完全に透明になるまで、穴は徐々に深くなります。
パンチボーリング
もう1つは、パンチのロータリーカット方法です。つまり、同じワークピースが固定されており、パスがCADソフトウェアに入力され、レーザーが特定のパスに従って材料を除去します。リングスキャンパンチングやスパイラルスキャンなど、一般的に使用されます。パンチング。
円形スキャニングパンチングとは、複数の同心円状のスキャニングパンチングを指し、スパイラルスキャニングパンチングとは、レーザー走査経路が螺旋状の線の形状であることを指します。具体的な加工手順は、下図のように円形の走査軌跡を基に半径方向の送り動作を追加することです。
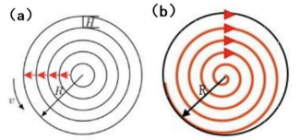
スパイラルスキャニングパンチング
比較する:
(1) インパクトパンチはロータリーパンチに比べて加工時間が短縮され、高能率です。処理時間が短いほど、入熱量が少なくなり、したがって微細孔の品質が低下します。比較的に、回転方法は CAD ソフトウェアを使用して走査経路を計画するため、柔軟性が高くなります。同時に、最小スポットによりレーザーの効率が最大限に発揮され、微細穴の真円度が大幅に向上するだけでなく、四角形、三角形、多角形などの特殊な形状の穴の加工も実現できます。
(2) ロータリーカッティング法では、環状回転走査とパンチングに使用されるレーザーは通常ナノ秒レーザーまたはミリ秒レーザーであり、光学プリズムの特定の軌道の回転によってビームが走査されます。実験から、インパクト法と比較して、穴壁とオリフィスの丸みが大幅に改善されていることがわかります。ロータリー切削加工は穴内の溶融材料の排出が良くなるため、テーパーも大幅に向上します。穴の品質は高く、効率はわずかに低下しますが、それでも迅速な大量生産のニーズを満たします。したがって、リングスキャンパンチングは、微細孔の高品質が要求される工業生産、大量生産に適しています。
(3)スパイラル走査処理は、切削処理の回転に基づいており、徐々に環状中心に移動する光スポットを追加して、スパイラル軌道の走査処理を実現する。実験結果によれば、精度、円柱度、テーパーおよびその他の微細孔の品質は大幅に改善されていないことが判明した。同時に、スポット移動が徐々に追加されるため、プロセスがより複雑になり、効率が低下します。したがって、スパイラルスキャンドリリングは工業的な大量生産には適していません。
4. パンチング技術の主要指標
レーザー穴あけ加工後、小穴の加工品質をさまざまな定量的指標を用いて評価する必要があります。一般的な指標には、穴のサイズと形態が含まれます。穴のサイズに関しては、考慮すべき主な側面が 2 つあります。1 つは直接測定できる開口サイズと真円度、もう 1 つは間接的に測定できる穴のテーパーです。穴の形態に関しては、主に表面形態と側壁が考慮されます。
01 穴のサイズ
(1) 穴径サイズ
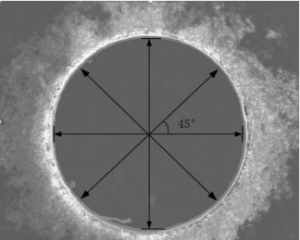
小さな穴の孔径は、その加工能力と精度を特徴付ける最も基本的なパラメータの 1 つです。実際の加工における小穴の形状は真円ではなく楕円形であることが多いため、小穴の直径は楕円の最大直径と最小直径の平均値が一般的に使用されます。測定方法を図に示します。入口直径と出口直径を測定する際には、4方向の直径d1〜d4をとり、隣り合う2つの直径の角度を45°として平均値を算出する。
穴サイズ測定
(2)真円度
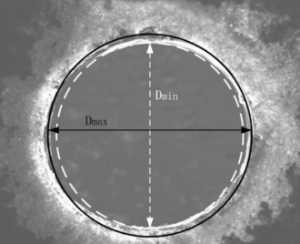
真円度は、理想的な円に対する実際のプロファイルの半径方向のオフセットによって特徴付けられます。つまり、同じ中心の下での実際の輪郭と理論上の真円の間の最大半径と最小半径の差を表します。この差は、長軸と短軸の間の距離を 2 つの平均の比率で割った「偏心率」と呼ばれることがよくあります。
最大半径と最小半径
(3) テーパー
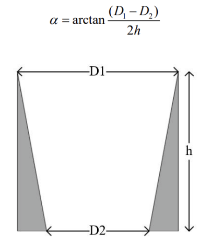
貫通穴の入口開口部と出口開口部の一貫性は、テーパー サイズに反映されます。テーパを計算するときは、以下の式を使用する必要があります。ここで、D1 は入口直径を示し、D2 は出口直径を示し、h は穴の深さ (材料の厚さ) を示します。
02 穴の形状
加工品質を評価する際には、穴の表面形状や側壁形状などの形状に着目する必要があります。デジタルマイクロスコープシステムや走査型電子顕微鏡(SEM)などを使用します。
(1) 表面形態
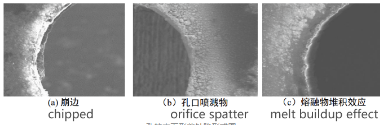
サンプル形態の観察は主に、コラプスエッジ、オリフィスのスプラッシュ、溶融材料の蓄積など、オリフィスに明らかな欠陥があるかどうかを調べることです。さまざまな処理パラメータの下でこれらの欠陥の存在と欠陥の重大度を調査することは、処理パラメータを最適化する上で重要なステップです。
穴の表面形態の形状図
(2) 側壁の形態
穴の側壁の形態の観察は、レーザー加工の品質を評価するために非常に重要です。通常、切断機またはその他の装置を使用して開口部に沿ってワークピースを分割し、亀裂、剥離、再溶解の存在に焦点を当てて明確な視覚観察を確保します。これらの欠陥の存在は、成果物のパフォーマンスと信頼性に影響を与える可能性があります。これらの欠陥を観察して特定することにより、プロセッサはレーザー加工パラメータを改善し、加工品質を最適化し、加工品の信頼性と寿命を向上させることができます。
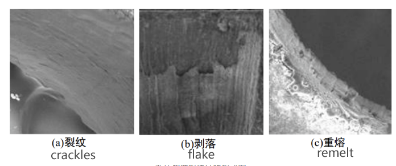
穴欠陥の側壁形態図
この記事は https://www.360powder.com/info_details/index/11161.html からの転載です
私たちのサービスが必要な理由は、プロジェクトが適切に行われ、機能することを確認するための専門知識と経験を持つ、高度な資格を持つ専門家を獲得していることを知っているからです。
無料相談をご希望の場合は、フォームに記入して開始してください:
受信トレイでセール情報、ニュース、アップデートを受け取ります。

 闽ICP备19012761号-1
闽ICP备19012761号-1