

私たちのサービスが必要な理由は、プロジェクトが適切に行われ、機能することを確認するための専門知識と経験を持つ、高度な資格を持つ専門家を獲得していることを知っているからです。
完璧に密閉された電子パッケージは、数十年にわたって中断、エラー、あるいは大幅な性能低下を起こすことなく、本来の機能を遂行することができます。しかし、設計エンジニアと現場エンジニアがこのようなレベルの性能を達成するには、適切な材料とシーラントを使用し、適切なツール、装置、そしてプロセスステップを用いて、次世代の半導体駆動型電子パッケージを開発する必要があります。しっかりと密閉されたパッケージによって得られる信頼性は、必然的に、より優れた、より多機能なチップの開発につながります。
マテリオン社マイクロエレクトロニクスパッケージング部門テクニカルディレクター、ラメシュ・コタンダパニ
気密封止は、半導体チップのパッケージングにおいて重要なプロセスです。ここで言う「気密」とは、気密封止のことです。半導体チップは、ウェーハから始まり、個々のチップに切断され、最終的に個別パッケージに収められるまで、複数の工程を経ます。これらのチップは、ダイアタッチエポキシまたは共晶はんだによってダイパッドに強固に接着されます。その後、極細ワイヤによってセラミックパッケージのボンドパッドに電気的に接続されます。
セラミックパッケージ(実質的には「チップキャリア」)は、一般的に多層構造で、セラミック本体内に電気フィードスルーが設けられています。これらの層はパッケージの底面または側面に内部接続され、他の電気部品と共にプリント基板に実装されます。チップボンディングには、リード付きチップキャリア(LCC)、セラミック、クワッドフラットパック(CQFP)、クワッドフラットパッケージ(QFP)など、様々なパッケージが利用可能です。
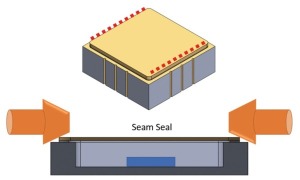
セラミック パッケージは、2 つの電極を平行に走らせて蓋を溶かし、セラミックまたは金属パッケージに密封することでシームシールされます。
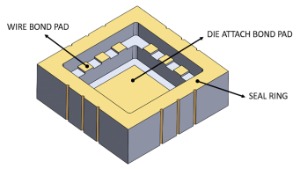
シールリング、ワイヤ、ダイボンドパッドを備えたセラミックパッケージ。
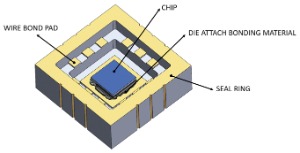
チップアタッチメント付きセラミックパッケージ。
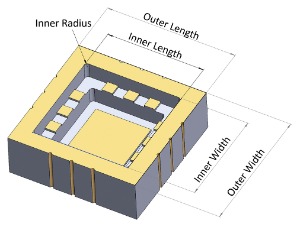
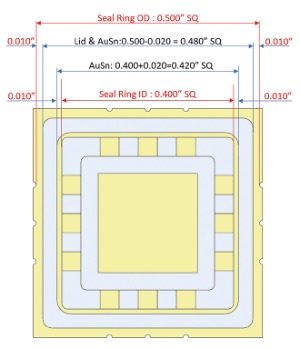
シールリング寸法付きセラミックパッケージ。
ワイヤボンド付きのチップを収めたセラミック パッケージは、湿気や遊離粒子などの汚染物質の侵入を防ぐために、最終的には密閉する必要があります。
気密封止プロセスは、アセンブリの稼働状態を判定する上で極めて重要です。図1は、半導体チップと、その上に形成された数百本の極細ワイヤボンドを示しています。これらのチップのサイズは数ミリメートルから数十ミリメートルまで様々です。チップが小さいほどワイヤボンドの本数は少なく、大きなチップでは数百本に達することもあります。これらのワイヤボンドは人間の髪の毛よりも細く、直径はわずか0.0007インチ(17.78ミクロン)です。
パッケージの蓋とはんだの設計ガイドライン。
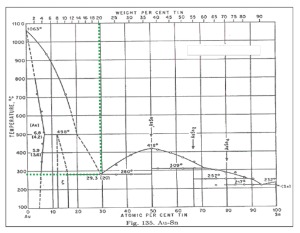
図7. 金-スズ相図。
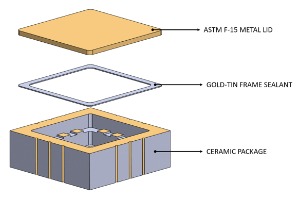
セラミック パッケージ、はんだフレーム、メッキ金属蓋の分解図。
ディスクリートチップには、肉眼では見えない超微細なギア、クロック、可動アクチュエータを備えた微小電気機械システム(MEMS)が内蔵されています。これらのチップに付着した微粒子は、性能に悪影響を及ぼす可能性があります。また、接合された細いワイヤが互いに非常に近接しているため、ワイヤ間の導電性微粒子や水分が誤動作を引き起こす可能性があります。そのため、組み立てられたパッケージの適切な気密封止は、さらに重要になります。
シーリング プロセスに焦点を当てる前に、シーリングに使用される材料、その制限、設計ガイドライン、保管、および取り扱いのプロセスについて知っておくことが重要です。
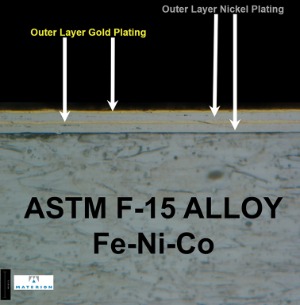
ニッケルと金を順にメッキした4層の断面画像。
たとえば、セラミック パッケージにはいくつかの種類があります。
• 表面実装セラミックパッケージ
• セラミックピングリッドアレイパッケージ
• セラミッククワッドフラットパッケージ
• セラミックハイブリッドパッケージ
• 光ファイバー通信パッケージ
• 接合材料またははんだ
• ダイ、ダイアタッチ材、ワイヤなど、パッケージに取り付ける必要があるコンポーネント。
要求される気密性のレベルに応じて、パッケージは 1 つまたは 2 つの密封プロセス(金属製の蓋でシーム密封、またはメッキされた金属製の蓋で半田密封)を経ます。
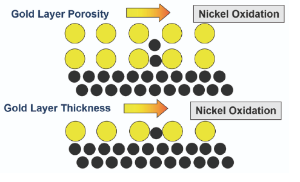
ニッケルの移動プロセス。
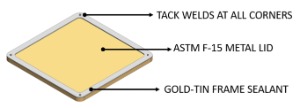
フレーム蓋アセンブリ。
コーナー部のタック溶接ポイント。
金属製の蓋でシームシール:
これは、一対の円形電極が蓋の縁に沿って配置され、蓋を溶かしてパッケージのシールリング領域に融合させる信頼性の高い気密封止プロセスです。シームシーリングは、以下の場合に役立ちます。
• 半導体チップは高熱に耐えられません。シームシールはエッジ部分を局所的に加熱します。
• ユーザーにオーブンリフロー機能がない可能性があります。
• 最終用途は RF 関連であり、要求される気密性レベルは低い(つまり、RF パッケージング)。
メッキ金属蓋付きはんだ密封:
このプロセスは、信頼性の高い気密シールを実現できます。シール後の有効性を確認するための複数の試験を実施可能です。
ダイボンドパッド、ワイヤボンドパッド、シールリングの使用など、すべてのパッケージタイプに共通する要素がいくつかあります。図3は、セラミックパッケージの主な特徴を示しています。
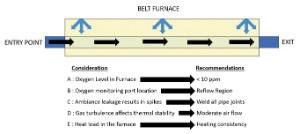
図 13. ベルト炉を使用した効果的な気密シールのための重要なパラメータ制御と推奨事項。
ダイアタッチパッド:半導体チップが共晶はんだ合金またはエポキシ樹脂を用いて接合される部分です。エポキシ系ダイアタッチ接着剤は通常、樹脂と硬化剤で構成されており、ダイパッドに塗布する前によく混合する必要があります。その後、チップを所定の位置に置き、圧力をかけて擦り合わせることで濡れ性を高め、接合材に閉じ込められたガスを放出します。その後、高温で硬化させますが、これは適切な制御が求められる、非常に難しいプロセスです。
88Au12Geと80Au20Snはどちらも共晶接合材料として使用できます。融点はそれぞれ361℃と280℃です。治具やその他の部品への熱損失を考慮すると、通常は設定温度は高くなります。どちらの共晶はんだも、バインダーや接着剤を含まない純粋な合金です。
ダイアタッチメント接合材料の選択は、チップおよび接合剤が接触する可能性のある他の隣接材料の熱膨張係数(CTE)に左右されます。また、溶融温度と硬化温度、および条件も決定する必要があります。
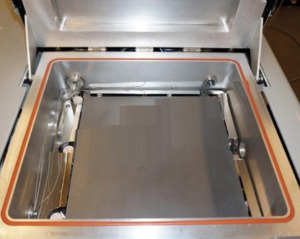
真空炉内部チャンバー。
チップアタッチ後のシール条件:
確実な接合を検証し、閉じ込められたガスを確実に放出することが重要です。サプライヤーは通常、有機物やバインダーを除去するための硬化手順とプロセス手順を提供します。そうしないと、はんだ気密封止工程中に水素飽和炭化水素や水分が放出される可能性があります。パッケージ内に閉じ込められたガスは、全体的な電気性能と寿命に悪影響を及ぼします。
したがって、ボイドフリーの接合を実現するには、ダイアタッチプロセスを適切に管理することが重要です。しかし、シール後のバリデーションはコストがかかり、不規則な結果や誤解を招く結果が出る可能性があります。そのため、保管条件、使用期限、混合比、使用期間、そしてシフトあたりのユニットあたりの必要量には細心の注意を払う必要があります。また、環境から水分が吸収される可能性も懸念されます。
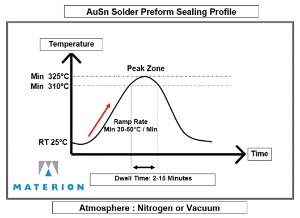
金錫リフロープロファイル。
シールリング:
セラミックパッケージにおいて、気密封止において最も重要な部品の一つがシールリングです。ダイやワイヤボンドパッドと同様に、シールリングのほぼ全面がはんだ付け工程で使用されます。シールリング表面は一般的に多孔質で、ニッケルと金でメッキされているため、高温下ではニッケルがシールリングに移行する可能性があります。その結果、ピンホールやはんだボイドが発生する可能性があります。そのため、慎重な取り扱いと温度管理が不可欠です。
効果的な気密封止:ステップバイステップ
気密封止が成功するかどうかは、次のようないくつかの要因に依存します。
• パッケージシールリングの設計ガイドライン
• シーラントと蓋の材質の選択
• シール方法とプロセス管理
• 気密封止後のテストとトラブルシューティング
• 次世代の包装材オプション
パッケージシールリングの設計ガイドライン:
気密カバーの蓋とそのはんだ付け部のサイズを考慮してください。外側のシールリング、金属製の蓋、そして金錫のフレームは、設計上の重要な要素です。例えば、パッケージのシールリングの外側の長さと幅が0.500インチ四方の場合、蓋のサイズは0.500インチ - 0.010インチ - 0.010インチ、つまり0.480インチ四方になります。
次に、金錫はんだの内寸を決定します。この際、内寸と外寸の両方を考慮する必要があります。シールリングの内寸が0.400インチ四方の場合、金錫はんだの内寸は0.400インチ + 0.010インチ + 0.010インチ、つまり0.420インチ四方になります。内径と外径の半径は、はんだと蓋の厚さと同様に、全体的な設計にも重要です。これらの寸法は、最終パッケージのサイズに基づいて決定されます。0.010インチのクリアランスは、シールリングのスペースの可用性に依存します。外側の隙間は0.002インチまで小さくなる場合があり、内側のシールリングが狭い場合は、ほぼ同じくらい小さくなることもあります。
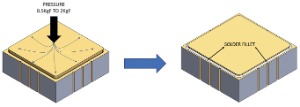
図16:左:圧力をかけた状態のアセンブリ。右:はんだフィレットによるポストシール。
シーラント材の選択:
リークセーフな気密接合部に適したはんだ合金や共晶はんだは、多種多様です。金錫は、金属蓋とセラミックまたは金属パッケージの接合に特に効果的であることが実証されています。金80%/錫20%のはんだは280℃で融点に達し、温度サイクル試験にも良好な耐性を示します。
良好な結合を実現するために、80% 金/20% スズの合金は、不純物をほとんど含まずに製造する必要があり、公称重量パーセンテージ内に収める必要があります。
• 金スズの純度:熱伝導率の低下
• 金スズ汚染:酸化物、有機物
• 金と錫の界面接触面積
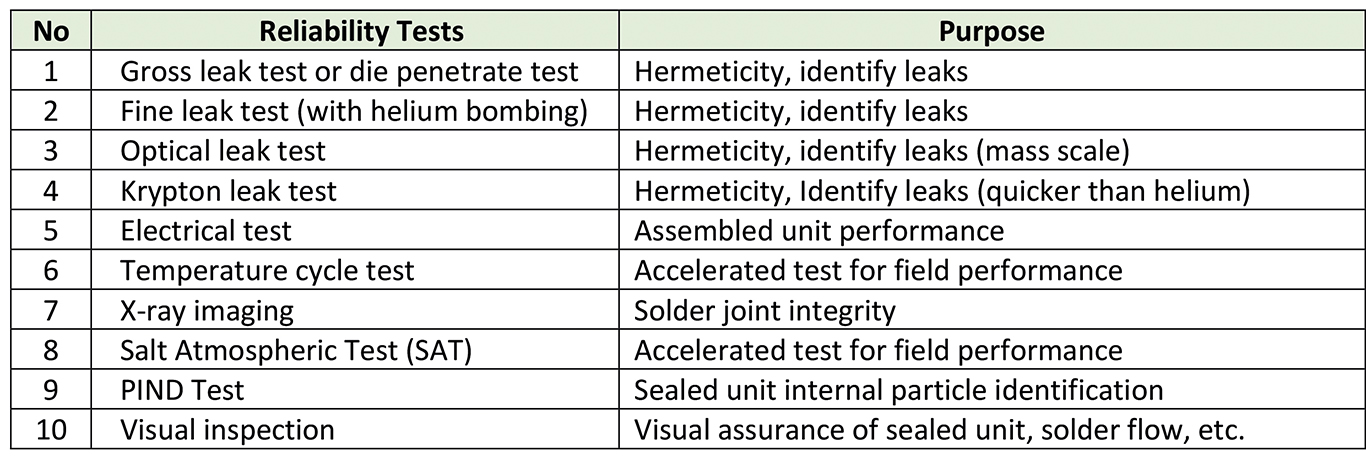
さまざまな信頼性テスト。
カバー蓋の材質選択:
金属蓋は鉄、ニッケル、コバルトの合金で、ASTM F-15としても知られています。金錫はんだがパッケージにしっかりと接着するには、金属蓋を適切に処理する必要があります。鉄(Fe)元素が50%を超える蓋は、時間の経過とともに酸化される可能性があります。むき出しの蓋では金錫はんだが濡れません。そのため、信頼性の高い金めっきが不可欠です。
蓋には100~350マイクロインチのニッケルめっきが施され、その上に50マイクロインチの厚さの金めっきが施されます。高信頼性用途向けには、ニッケルと金のめっきが追加されますが、ニッケルめっきと金めっきの合計は450マイクロインチを超えてはなりません。一方、金めっきの合計は50マイクロインチ以上である必要があります。これは、エッジ部分に過剰なめっき層が堆積するのを防ぐためです。エッジ部分のめっき層が堆積すると、最終的には気密シールに悪影響を与える可能性があります。次の図は、4層めっきが施された蓋の断面を示しています。
効果的なメッキ:
めっき工程は極めて重要です。例えば、エッジの堆積は避けなければなりません。めっき浴とめっき液のメンテナンスはどちらも重要です。このめっきは見た目を重視するものではなく、高品質の気密封止を実現するために設計されており、良好なはんだ接合も必要となる点に留意してください。めっきのメンテナンスが不十分だと、不要なガスが閉じ込められる可能性があります。
めっき後のテストはめっきの品質をチェックするために利用でき、特にめっき膜内の水素含有量を定量化することができます。
予防措置として、めっき浴のメンテナンスと浴の化学組成チェックを定期的に実施する必要があります。また、最終段階のめっき後に、低温(120℃~150℃)で8~12時間、ポストめっきベークアウトを実施する場合もあります。
高温ベークアウトを長時間行うと、ニッケルの内層が金層に移行し、はんだ濡れ性が低下する可能性があります。金錫はんだ合金はニッケルと濡れません。また、めっき層が薄すぎる場合やめっき表面に多孔性がある場合にも、ニッケルマイグレーションが発生する可能性があります。
シール方法とプロセス制御
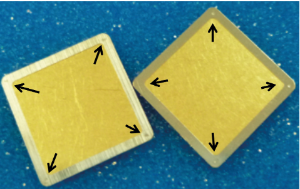
• タック溶接またはスポット溶接:金錫はんだは、スポット溶接またはタック溶接によってメッキ蓋に接合する必要があります。この工程は、最終的にシール歩留まりに影響を与える可能性のある位置ずれやその他の欠陥を回避するために不可欠です。また、最終シール前にフレームと蓋を一体の部品として組み立てる必要があるエンドユーザーにとっても、タック溶接はさらなるメリットをもたらします。タック溶接では、四隅すべてで共晶金錫はんだのごく少量を溶融させ、メッキ蓋に接着させる必要があります。
• リフロー装置とプロセス管理:封止前に適切なリフロー装置を選択することが重要です。金スズなどのはんだを用いた気密封止には不活性環境が必要です。不活性環境がない場合は、酸化により封止の完全性が損なわれる可能性があります。ベルト炉を使用する場合は、メンテナンスとシールプロファイルを適切に監視する必要があります。リフローチャンバー内の酸素含有量は追跡・管理する必要があります。真空シール炉を選択した場合も、同様の監視が必要です。真空シール炉には不要なガスを除去できるという利点もあります。いずれの場合も、装置の性能が最終的に気密封止の品質を左右します。
金錫シール プロファイル: 金錫シール プロファイルに関する重要な考慮事項は次のとおりです。
• 昇温速度:昇温速度は緩やかでゆっくりと行う必要があります。これにより、ニッケルマイグレーションを促進せずに、様々な部品からガスを放出することができます。特に多孔質めっき層の場合、昇温速度が速いと、ニッケルマイグレーションが発生する可能性があります。真空炉はアウトガスを排出しますが、窒素ガスを加圧したベルト炉も同様の働きをします。
• ピーク温度:共晶金錫はんだの融点は280℃です。シーリング部品に加え、固定具、クリップなどの材料からも熱が吸収されます。はんだと蓋がピーク温度に達したら、目標温度まで加熱してください。
ガスの完全な除去、はんだの完全な流動、はんだフィレットの形成、ピンホールの除去またはボイドの除去などです。ピーク温度への曝露時間は非常に主観的であり、製品のサイズ、組立工具、および条件によって異なります。重要な工程の進行中にこの時間を短縮することで、目視、リークテスト、またはX線検査で観察できる故障モードを発見できます。
• ピークゾーンから徐々に下げる: 突然の冷却やオーブンからの製品の放出は非常に危険なため、製品の冷却も徐々に行う必要があります。
• 良好な気密接合を得るには、金スズはんだに適切な圧力をかける必要があります。しかしながら、興味深いことに、必要な圧力は0.5~4kgf程度です。いずれの場合も、圧力は蓋から金スズシール材へと伝わります(図16参照)。前述のように、この圧力は、ピーク温度時に蓋を押さえ、溶融はんだを押し出してフィレットを形成するのに非常に役立ちます。
シールクリップ:
容易に入手できるクリップには様々な種類があります。パッケージの種類と生産量に応じて、加圧クリップをカスタマイズして製造することができます。生産量の増加が必要な場合は、調整治具もご検討ください。
シール後信頼性テスト:
シール後の信頼性試験は、プロセスと材料の選定を検証するものです。複数の異なるレベルの試験が連続して実施されます。記載されているすべての試験の詳細は、Mil-883標準ガイドブックに記載されています。
次世代パッケージング材料オプション:これらの試験は、気密封止が確実に行われていることを確認することを目的としています。同様に、効果的なパッケージングプロセスは、フィールドにおけるパッケージの寿命を大幅に延ばすことができます。衛星や宇宙船に搭載されるボードレベルモジュールなど、多くの用途では、交換や修理のために手が届かない場合があります。そのため、最も過酷な条件でも耐久性を確保するために設計されています。
様々な新しい材料とプロセスが市場に投入されています。例えば、次世代の気密封止用途向けには、革新的なカバーリッドが幅広く提供されています。これには、光通信用の気密カバー(Visi-Lid)、電磁ノーズ制御用の非磁性コンボリッド、パッケージからの水素放出を抑制するゲッターコンボリッドなどが含まれます。
この記事はもともと、Power Electronics World 2024 年第 1 号に掲載されました。
私たちのサービスが必要な理由は、プロジェクトが適切に行われ、機能することを確認するための専門知識と経験を持つ、高度な資格を持つ専門家を獲得していることを知っているからです。
無料相談をご希望の場合は、フォームに記入して開始してください:
受信トレイでセール情報、ニュース、アップデートを受け取ります。

 闽ICP备19012761号-1
闽ICP备19012761号-1